“Tig Welding Parameters Optimization Using Response surface Methodology (RSM) For Aluminum 5052 Plate ’’
¹Lokesh Kumar Sharma, ²Amit Tiwari, ³HimanshuVasnani
¹M.Tech Scholar, ² ³Assistant Professor, Department of Mechanical Engineering
Suresh GyanVihar University, Jaipur, India
Abstract
This Paper Deals with Design of Experiment (DOE) For Tig Welding by using Response surface methodology. The main Aim of selecting DOE RSM is to Investigate influence of Welding Parameters on Aluminum 5052 Plate. For Optimization MINI TAB Software is also used. Rsm is used to develop the mathematical Model and to optimize process parameters to get desired output . Aluminum is widely used in structure component and Aerospace industry because Al is in lightweight and high corrosion resistance .It is big task to weld aluminum by conventional welding process. Optimize the parameters gives the best result .The will be two type parameters independent and dependent parameters. selection of parameters is very important to find optimum result from observation .in this welding speed and welding current and gas flow rate will be selected for the result .Effect of Welding parameters will be analyzed for measuring the strength and hardness for weld joint and the micro structure will be studied at the weld joint.
Keywords: Automated TIG Welding System, hardness Test ,DOE, RSM, Tensile Strength, optimize, component.
- Introduction
Normally Welding is metal joining process in which is metal is melted with help the spark or electrode a temperature is created between the metal and electrode which melt the metal and flux is used in the process . TIG Welding is known as Pulsed current welding in which non- consumable electrode is used. An arc is created between the work piece and tungsten electrodes. In this process weld, area is protected by using Inert gas (helium and argon) and a filler material is used. Temperatures up to 20,000 0C can be produced by the electric arc and focused to melt by using the heat and different part of materials joined by it. TIG welding and their setup is shown in fig. 1 & fig. 2 respectively.
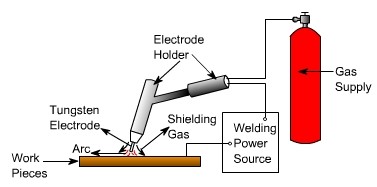
Figure 1: Component of TIG Welding System
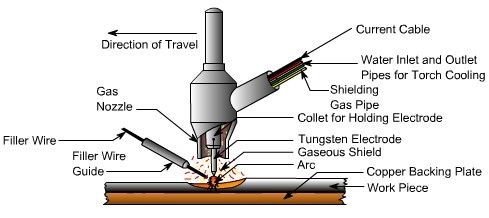
Figure 2: TIG Welding & their features
Process parameters of TIG welding:-
- a) Welding Current
Welding current is play important role in determining the strength of weld joint and Welding current is basically dependent of two value that is peak current and base current while choosing the parameter it is necessary to select the every parameters in such way that it should be effect on result properly . It is seen that increase in welding current increase the strength of weld joint.
- b) Welding Voltage
Welding Voltage is most parameters, which also affect the Weld Quality. It is not easy to initiate the working tip distance and the arc formation over require a high initial voltage.
- c) Inert Gases:
Main function of Inert gas is to protect the weld area from the atmosphere and corrosion the Inert gas the mixture of helium and argon gas. It is also known as shielding gas. Pure Helium and their substitute are widely used for the composition of the aluminum & copper. For different sets of low alloy materials like – steel, copper and aluminum ranges the chemical composition used for the helium argon.
- d) Welding speed:
Welding speed affect the weld strength and hardness of weld zone. Less weld reinforcement results and penetration of welding in the TIG welding when we increased the welding speed. In correspondence the total power consumed over the processes also decreases to their length.
- Literature Review
To review the previous papers and their analysis over the same. To make and identify the certain changes to previous systems, it is really to know the exact picture behind the new scenario. So, gap analysis formed and the review of papers taken for the existing systems and their gap. Throughout the papers I had read and their conclusion over the topic was identified and their reviews are below.
[1] Aamir Sohail, Abdul Aziz, Muhammad Imran, Osama Junaid M and Sagheer Ahmed (2017), in this girth welding of SS 304L were experimentally examined with ER308L filler with orbital machine in the set parameters of pulse rate, pulse frequency, arc travel speed and wire feed rate. All the effects are properly analyzed in the given sets of reinforcement of weld.
[2] Sanjay Kumar, Pravin k singh, D Patel, Shashi B Prasad (2017), due to selected optimization of the focused welding parameters. It is observed from the present study of the given or taken parameters of the Current, Voltage, Root Gap and Gas flow rate. It is undergone mechanical testing to perform the regression relation between input parameters and response values of RSM.
[3]Nabendu Ghosh, Pradip Kumar Pal, Goutam Nandi (2016), levels of current observed for the taken Butt welded joints of the in the taken consideration of their selected parameters. In terms of the yield strength, ultimate tensile strength and percentage of elongation of the welded specimens for the analyzed by using Taguchi methodology.
[4]Arun Kumar Srirangan, Sathiya Paulra (2016), this investigation focuses on the 800HT with the grey relational analysis with N82 filler wire of diameter 1.2 mm. L9 orthogonal array conducted for the whole experiments. Also, ultimate tensile strength and yield strength (at room temperature, 750 °C) shows as the targeted multiple output variables. In this, welding parameters play a vital role in the analysis of the filler material deposition and the chosen impact of the current, voltage & speed.
[5] B.Ganesamoorthi, S.Kalaivanan, R.Dinesh, T. Naveen kumar, K. Anand (2015), welding strength can be minimized or maximized by the chosen sets of parameters as studied and found in this paper. A mathematical model for the RSM technique in the parametric resolution of the design matrix were used. It is observed that the results of the confirmatory solver were seen the desired output to the system.
[6]MAI (2015), in this investigation for the weld current varying parameters, experimental studied over the plate dimension with the single pass Tungsten Inert Gas (TIG) conducted. Dimension of the plate is 125mm X 60mm X 3mm. using the seen output the results investigation shows that the amount of weld current is 34%, with the increase of 37% in the weld zone were considered.
- Response Surface Methodology of Experiment
It is widely used in the field as taken the best technique to match the welding requirements. This studied investigated to prepare the low cost products and optimized the welding defects with their proper functioning. To reduce the cost and improve the quality of the product this type technique is widely used and are log as functions of desired output. The method & variation in a process is minimized to help in analysis of data and prediction of optimal results through robust design of experiments. RSM main objective and main steps for the parameter design phase are as below:
- First, to set the objective for the overall experiment with the proper displacement.
- Output response will be identified with the proper measurements.
- Factors should be considered that affect the output response with the given levels and the
- Array must be set with the trials of experiments conducted over the O.A.
- To reduce the noise variance and the significance of process parameters full analysis for the sets of factors be formed with the defined array.
- Final set of optimal design parameters will be used to conduct the confirmatory experiments.
3.1 Selecting the Type of DOE
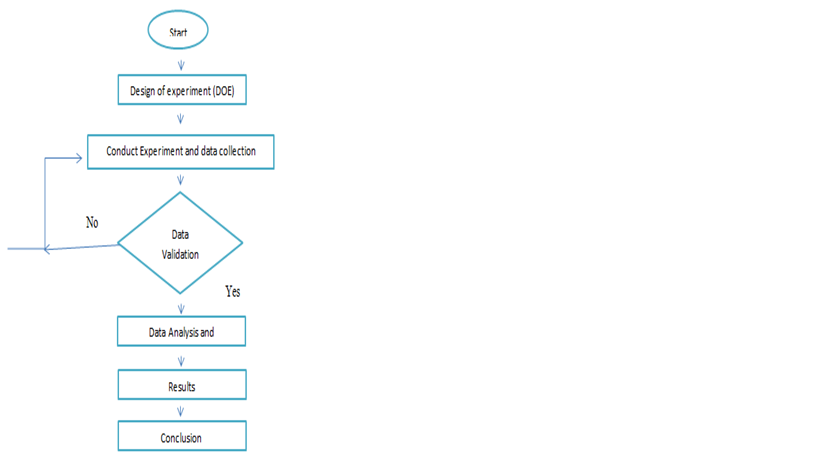
Figure 3: Flow Chart Experimental Techniques Followed
3.2 Factorial Design
There are many DOE techniques but I have used Factorial design technique because:
- It is easy to be used by simply following relatively simple design
- Probability to meet the majority of the experimental needs and its data analysis can be performed by graphical methods
- It requires relatively few runs at a reasonable size.
- If large number of factors is chosen, the fractional factorial design can be taken to keep the experimental run at a reasonable size.
3.3 Matrix Arrangement (3-level fractional design)
| Process Parameter | Units | Constant value | ||
| Level 1 | Level 2 | Level 3 | ||
| Specimen Thickness | mm | 2 | 3 | 5 |
| No of Experiments | 7 | 7 | 7 | |
| Peak current | Amps | 90 | 110 | 170 |
| Base current | Amps | 55 | 90 | 115 |
| Welding speed, | mm/min | 250 | 350 | 450 |
| Shielding gas flow rate | L/min | 15 | 20 | 25 |
Table 3: Experimental design based on fractional design
| A | B | C | |
| 1 | 1 | 0 | -1 |
| 2 | 0 | 1 | 0 |
| 3 | -1 | -1 | 0 |
| 4 | 0 | 1 | -1 |
| 5 | 1 | 0 | 0 |
| 6 | -1 | -1 | 1 |
| 7 | 0 | -1 | 1 |
| 8 | 0 | -1 | 0 |
| 9 | 0 | -1 | -1 |
| 10 | 1 | 1 | 0 |
| 11 | -1 | 0 | -1 |
| 12 | 1 | 1 | 1 |
| 13 | 0 | 0 | 1 |
| 14 | 0 | 0 | 0 |
| 15 | -1 | 1 | -1 |
| 16 | 0 | 0 | -1 |
| 17 | 1 | -1 | -1 |
| 18 | 1 | -1 | 0 |
| 19 | 1 | -1 | -1 |
| 20 | -1 | 1 | 1 |
| 21 | -1 | 1 | 0 |
Where:
-1= lower level
1=higher level
0=middle level
I have used 3-level and 3 parameters-
Process Parameters
- Welding Current(Amps)
- Welding Speed(Mm/min.)
- Gas Flow Rate(L/Min)
Table 4: Design Of experiment With Parameters
4.Conclusion
In overall investigation it is find that the present optimization for the welding speeds and currents with their proper gas shielding effects. Response surface Methodology is used for the change in the weld for the base metal dilution in pulsed TIG welding. With the same procedure the advantages for the results & their optimization for the reduced hot cracking sensitivity, reduced width of heat-affected zone (HAZ) and reduced residual stresses. The full factorial design is an economical design to reduce overall experimental work ..
5.References
[1] Aamir Sohail, Abdul Aziz, Muhammad Imran, Osama Junaid M and Sagheer Ahmed (2017), Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using Orbital Welding Machine , RRJOMS | Volume 5 | Issue 4 | October, 2017.
[2] Sanjay KUMAR, Pravin K SINGH, D PATEL, Shashi B PRASAD (2017), Optimization of welding parameters of GTAW using response surface methodology, U.P.B. Sci. Bull., Series D, Vol. 79, Iss. 3, 2017.
[3] CHEN Yan-bin, MIAO YU, Joint performance of laser-TIG double side welded 5A06. Journals of Science Direct (SP), 19, 26-31, 2008.
[4] MAI (2015), Optimization of pulsed TIG welding process parameters on mechanical properties of AA 5456 Aluminum alloy weldments. Journals of Science Direct (SP), 30, 188-1297.
[5] B.Ganesamoorthi, S.Kalaivanan, R.Dinesh, T. Naveen kumar, K. Anand(2015) Optimization Technique using Response Surface Method for USMW process Procedia – Social and Behavioral Sciences 189 ( 2015 ) 169 – 17
[6] VEN (2010), The effect of welding conditions according to mechanical properties of pure titanium , Journal of Materials Processing Technology, vol. 201, issues 1–3, pp. 526–530, May 2010.
[7] DONG (2010), Effect of Welding Current on the Mechanical and Structural Properties of TIG Welded Aluminum Alloy AA-5083, International journal of mechanical engineering and research, vol-03.
[8] Kumar, S.(2010) Experimental investigation on pulsed TIG welding of aluminium plate. Advanced Engineering Technology.1(2), 200-211.
SGVU FINAL UPDATED PAPER LOKESH11.05.20