Comparative analysis of Micromachining by Electrochemical Discharge Machining
Yugesh Kharche1, Dr. Neeraj Kumar 2, Dr. Mukesh Gupta 3
1.Ph. D research scholar, Mechanical engineering Department, Suresh Gyan Vihar University, Jaipur, Rajasthan,
- Professor in Mechanical Engineering Department , Suresh Gyan Vihar University, Jaipur .
- Assoc. Research Dean, Suresh Gyan Vihar University, Jaipur, Rajasthan
1yugeshkharche7@gmail.com,
ABSTRACT
In this paper, the assorted analysis on ECDM by assorted authors are discussed. The abstraction of electrochemical acquittal machining (ECDM), as well accepted as electrochemical atom machining (ECSM), was presented for the aboriginal time in 1968. This analysis commodity presents an absolute analysis of these contempt developments in ECDM process, its variants abnormally the agency MRR which is the prime and alone affair in amalgam machining industry. The approaching analysis possibilities are articular and presented as analysis potentials.
Keywords: ECDM, MRR, ADVANCEMENTS
- INTRODUCTION
Electrochemical discharge machining is a discharge centered fabric elimination approach which has the knowledge for use as a micro-machining system. This process is above all priceless for machining electrically non-conducting materials. This complicated approach includes multiple parameters including instrument-electrode fabric, electrode measurement and form, wettability characteristic of software-electrode, feed-expense, workpiece fabric, pulsed utilized voltage, current, electrolyte, gap between inter-electrode and workpiece, distance between cathode and anode, anode materials, and so on [1].
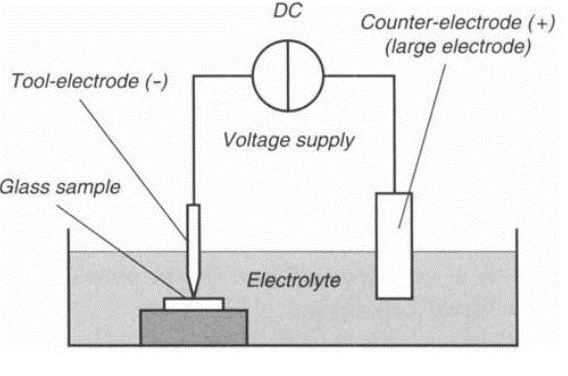
It utilizes electrochemical and physical marvels to machine glass. The essential standard is clarified in Fig. 1. The workpiece is dunked in a proper electrolytic arrangement (normally NaOH or KOH). A consistent beat DC voltage is applied between the device cathode and the counter-anode. The device cathode is plunged a couple of millimeters in the electrolytic arrangement and the counter-
anode is, when all is said in done, an enormous level plate. The apparatus cathode surface is in every case fundamentally littler than the counter-anode surface (by about a factor of 100). The device anode is by and large enraptured as a cathode; however the contrary polarization is additionally conceivable [2].
Figure 1 schematic diagram of ECDM set up
- EXPERIMENTATION
2.1 Process parameters
After series of pilot experiments the best parameters of the operating range were selected. The pilot experiments were conducted for different combination of input parameters. The table of which has given below.
- Experimental details
In the initial stage the readings were conducted without flow from the hollow electrode, whereas in the later stage the experiments were conducted with the flow of electrolyte in cathode. Various electrolytes like NaOH, KOH, NaNO3 , NaCl were used to investigate the output parameters.
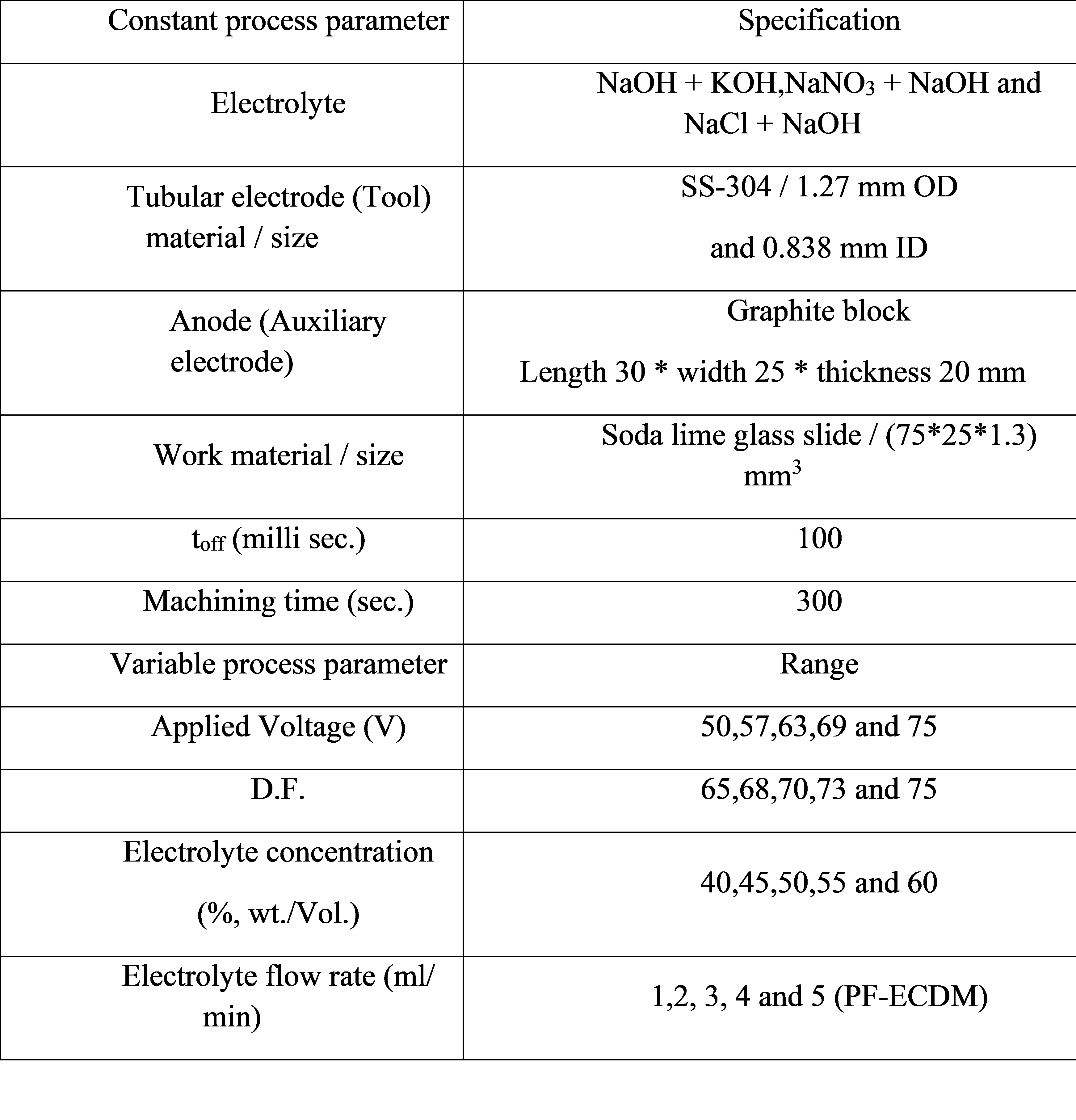
Table 1 Process parameters and their specifications
- NaOH+ KOH WITHOUT FLOW
Table 2 Response parameters of NaOH+ KOH without flow
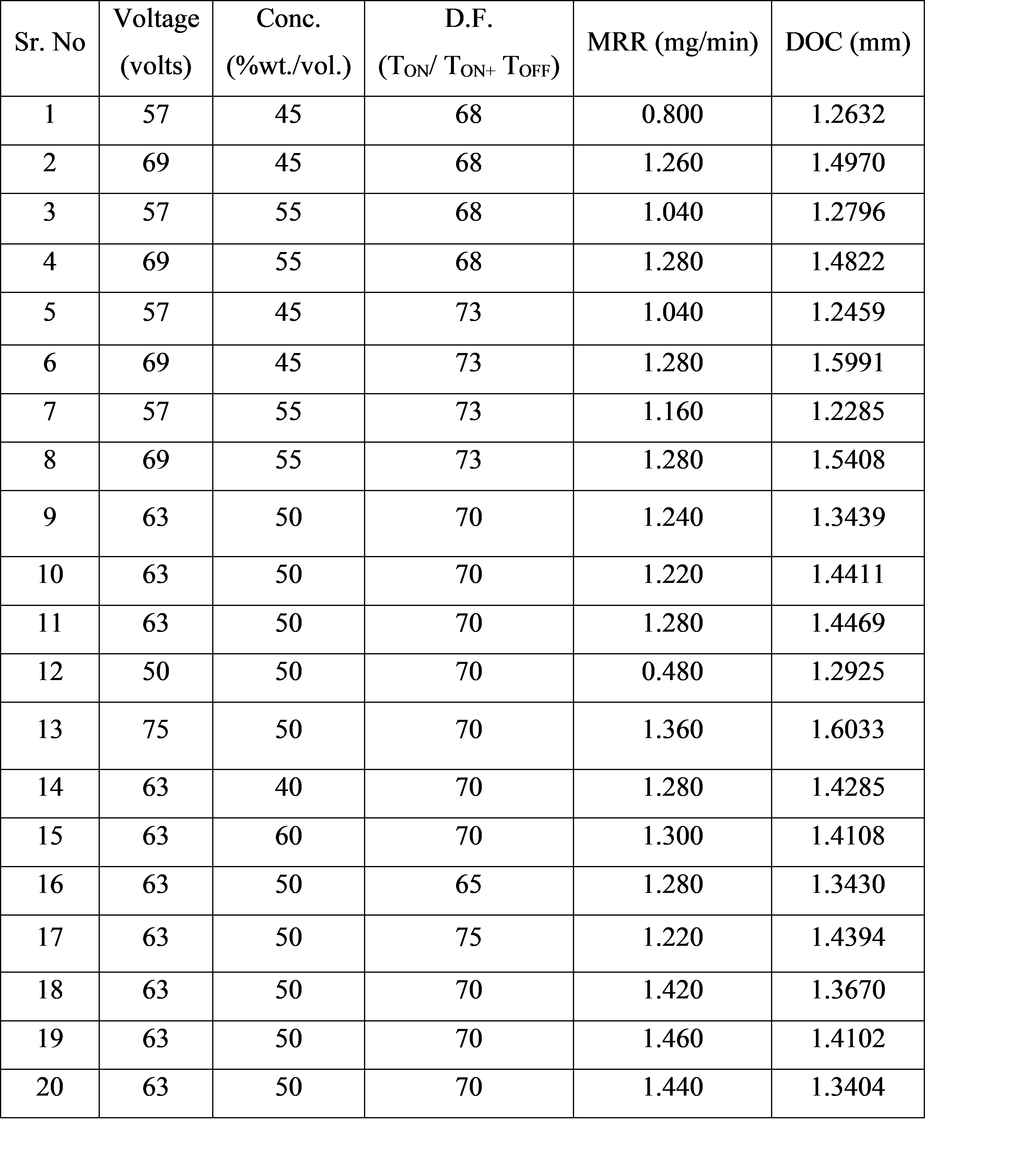
2.2.2 NaOH+ KOH WITHOUT FLOW
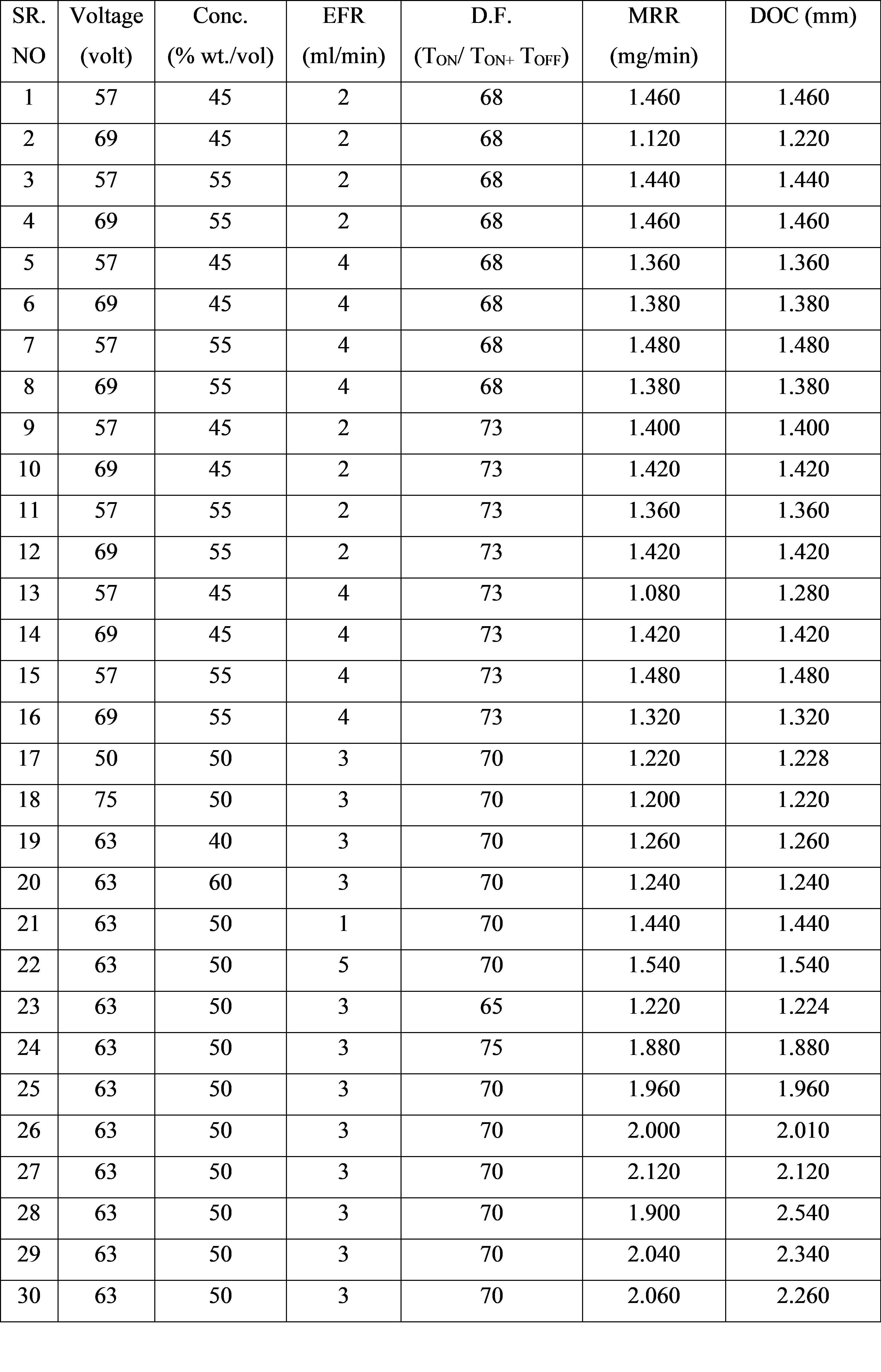
Table 3 Response parameters of NaOH+ KOH with flow

2.2.3 NaOH+ NaNO3 WITH FLOW
Table 4 Response parameters of NaOH+ NaNO3 with flow
2.2.3 NaOH+ NaCl WITH FLOW
Table 5. Response parameters of NaOH+ NaCl with flow

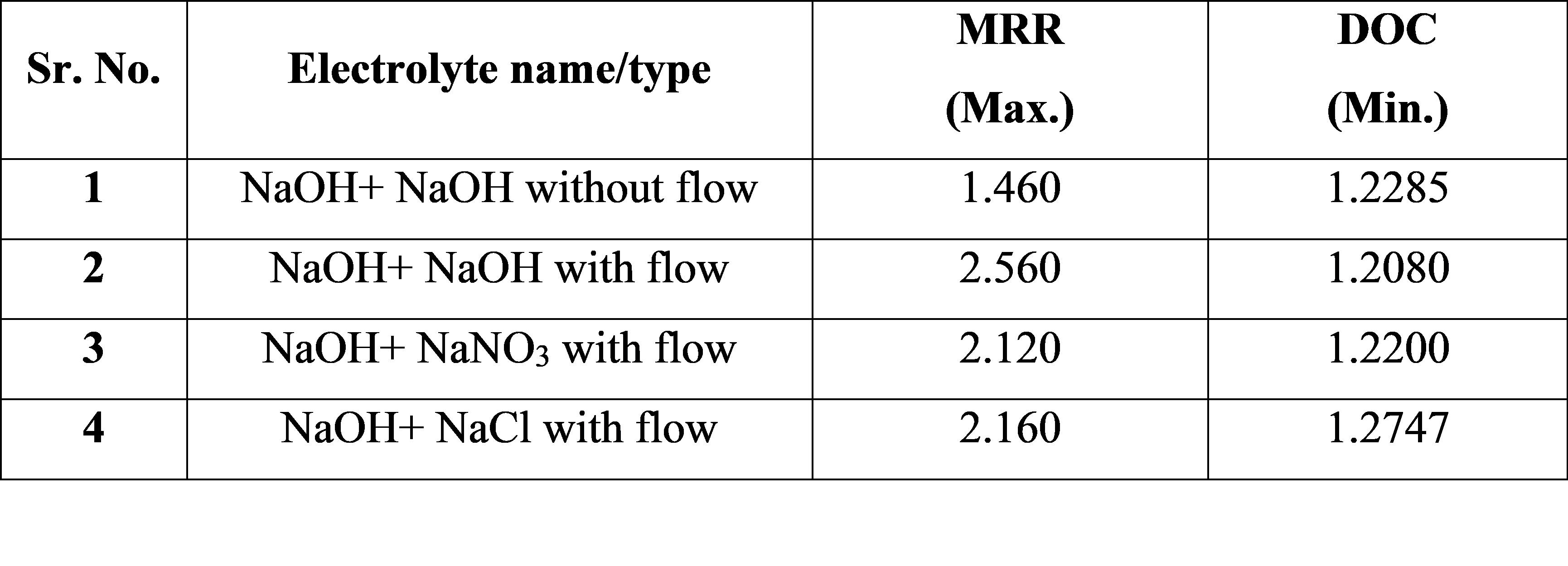
2.3 Comparison of investigations of mixed electrolyte
Table 6. Comparison of investigations of mixed electrolyte
- CONCLUSIONS
In this paper various electrolytes have been compared with various factors keeping into consideration. When we look into comparison of the outcome results the material removal rate and diameter of overcut of the process of NaOH and KOH with flow gives optimized results . Thus, can be concluded with the fact that NaOH + KOH remains the main source of electrolyte which can be used for machining. While the fact that environmentally friendly electrolyte can be used in future to avoid harmful gases emitting during reaction and efforts can be made to reduce the operating temperature while during machining which can leads to change in chemical particles of the machining surface.
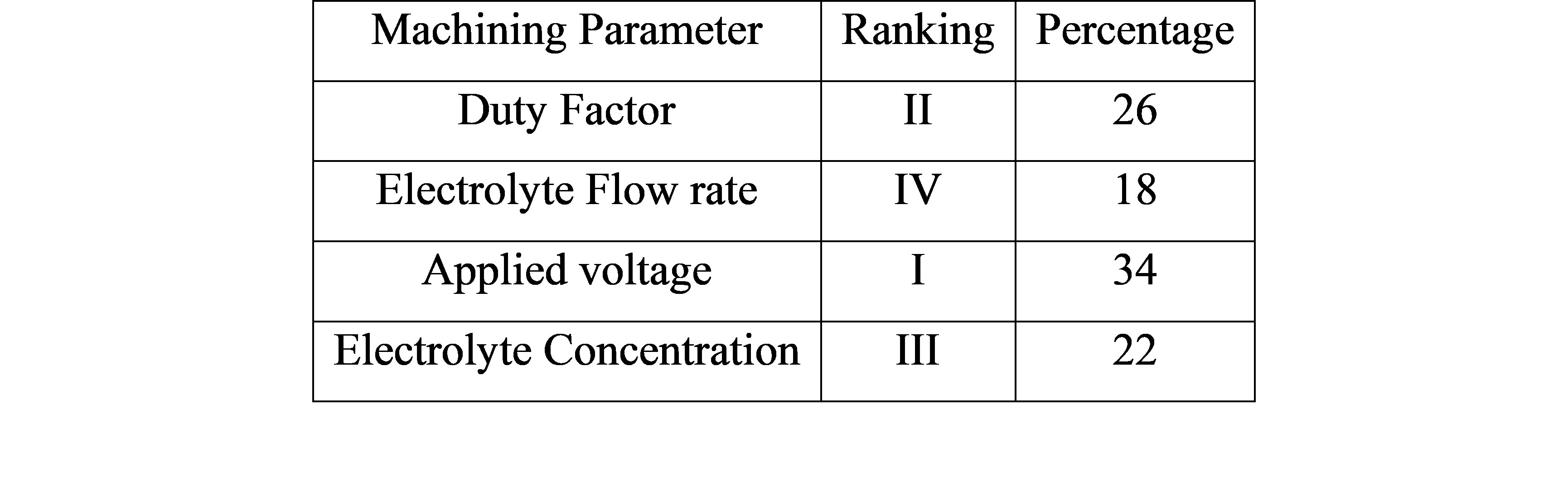
Table 7 Parameters influencing machining process
- REFERENCES
[1]Kumar, Vaishya, “Real-Time Monitoring System to Lean Manufacturing”. Proc. Manuf. . No.20, pp 135–40, 2018.
[2] Dhiman, Vaishya, Kumar “A Review on Machining by Electrochemical Discharge Phenomena”. Int. Jour. of Tech. Innovation in Modern Engg. and Sci. (IJTIMES).